
Sample Tool
The Sample Tool that comes in the First Make Kit is a helpful tool for learning the design principles of the Multiplier. When you take a form of the sample tool, you'll see examples of different font sizes, embossing, draft angles, right angles, and spacing guides. It was designed to showcase some of the capabilities, as well as restrictions, when designing a tool for thermoforming.
Here are a few of the best practices for designing a tool for thermoforming:
Maximum tool volume
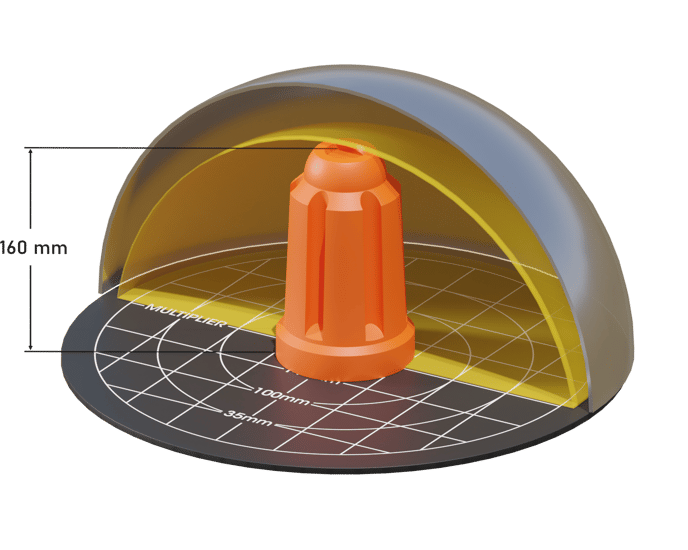
The Mayku Multiplier has a maximum tool volume of approximately 3.5L, which is cone-shaped due to the dome-shaped pressure chamber. The widest safe forming area is 380mm wide, and 160mm high. It's important to factor this in when designing your tool for thermoforming.
Tall and narrow tools form up to 160mm can be placed in the centre of the forming bed:
For wider tools, such as in this example, the maximum height allowed is 60mm:
 If you wish to utilize the entire forming bed, the tool (or tools) must be shallower, as demonstrated in this example:
If you wish to utilize the entire forming bed, the tool (or tools) must be shallower, as demonstrated in this example:

Undercuts
As a general rule, undercuts should be avoided. If you form a model with ledges or indentations, you won’t be able to remove the tool once the plastic sheet cools down. An exception to the rule is when forming with Mayku EVA Sheets — in this case, you can use tools with small undercuts, as well as embossed text on vertical walls due to the flexibility of the EVA material.
 Undercuts should be avoided where possible as they can restrict demolding and cause materials to overstretch. If your design requires undercuts, consider creating a tool consisting of multiple slotting parts to help release the formed part.
Undercuts should be avoided where possible as they can restrict demolding and cause materials to overstretch. If your design requires undercuts, consider creating a tool consisting of multiple slotting parts to help release the formed part.
Where necessary consider the following:
- Using a flexible material such as EVA
- Creating a tool consisting of multiple slotting parts to help release the mold.
- Create a cutting path within your tooling to help release.
Draft angles
A draft angle is a slant that is applied to the faces of your model to enable easier release of a tool from a plastic sheet. The greater the draft, the easier the de-molding process. It also helps to achieve uniform sheet thickness. Specifically, we recommended a minimum of a 5° draft angle to achieve the best possible forming and tool release.
Draft angle recommendations:
Rigid materials (e.g. PETG, HIPS. PMMA. ABS) = 8° draft angle
Non stick materials (e.g. UHMW) = 5° draft angle
Flexible materials (e.g. EVA) = no draft angle required![]()
 Height vs. width
Height vs. width
Wide parts are easier to form than tall ones. This means you should strive to create tools that are wider than they are tall – or use generous draft angles to compensate.
![]()
 Air holes
Air holes
You may need to add air holes to your tool, depending on the material that your tool is made from. There are different rules for porous and non-porous tool materials.
- Porous materials: Air holes are not needed for porous materials e.g SLS nylon, open cell compositions, aluminum resin composite billets, and some polyurethane boards.
- Non-porous materials: air holes are needed for non-porous materials e.g FFF nylon, and high temperature SLA resin
The better air flows through a thermoforming tool, the higher the final part quality. By adding air holes to a tool, you can create parts or molds with higher degrees of detail and prevent air bubbles.
Some tool designs may have features such as cavities that can generate air pockets during the forming process. By adding air holes to these cavities, air can be evacuated during the forming process, resulting in a more detailed part.

 The number of air holes you need will depend on the tool design. Air holes should be used sparingly and always placed near edges and corners in a part’s cavities. They should be small enough that they are not readily noticeable on the final formed part. We recommend using tapered air holes, which are no more than 0.5mm on a tool’s surface.
The number of air holes you need will depend on the tool design. Air holes should be used sparingly and always placed near edges and corners in a part’s cavities. They should be small enough that they are not readily noticeable on the final formed part. We recommend using tapered air holes, which are no more than 0.5mm on a tool’s surface.
Recommended air hole size for different 3D printing technologies:
- SLA 3D Printing: 0.5mm diameter tapered air hole. As small as your printer can do, commonly 0.4/0.5mm.
- FDM 3D Printing: 0.5mm diameter tapered air hole. As small as the resolution of the printer, larger than 0.5mm may be required in some cases.
- SLS 3D Printing: No air holes needed due to tool porosity.
Air hole size and shape are important considerations when using SLA 3D printing and FDM 3D printing, as resin can easily become trapped or filament can build up inside small air holes compromising the forming quality. On the other hand, if air holes are too large and the sheet material used is thin, the sheet may pop during the forming process, resulting in a ruined part.
Airhole placements to watch out for:
- Avoid placing air holes on fillets. Air holes placed on fillets are prone to producing errors in the 3D file, leading to the possibility of file corruption and printing errors, rendering them unusable.
- For SLA-printed tooling, make sure that the tapered air holes are fully accessible. This is so that once the print has been washed, the holes can be blown clear with an air gun before curing.


Sharp angles
Thermoforming isn’t always suited for tools that have sharp angles (less than 90º). Sharp vertical corners are more likely to cause a plastic sheet to web and tear during the forming process. To avoid this and improve final part quality, ensure that all of a tool’s corners and edges are rounded.

Corner radius
During the thermoforming process, the heated sheet material gradually conforms to the shape of the tool and becomes fixed in place due to cooling. As the material approaches corners, it thins out due to stretching.
To ensure consistent part thickness and improve structural strength, round the corners and edges. The corner radius facilitates the consistent flow of material.

Male vs. female tools
Pressure forming uses either female or male tools depending on the part being formed.
A male tool is defined by positive or convex features, while a female tool is defined by negative or concave features. In the example below, the green color indicates the side of the tool in contact with the sheet material, and which will have the highest level of detail.
The side of the material touching the tool-face is the most accurate for dimensions. To ensure an accurate fit, define it by the material face contacting the tool.
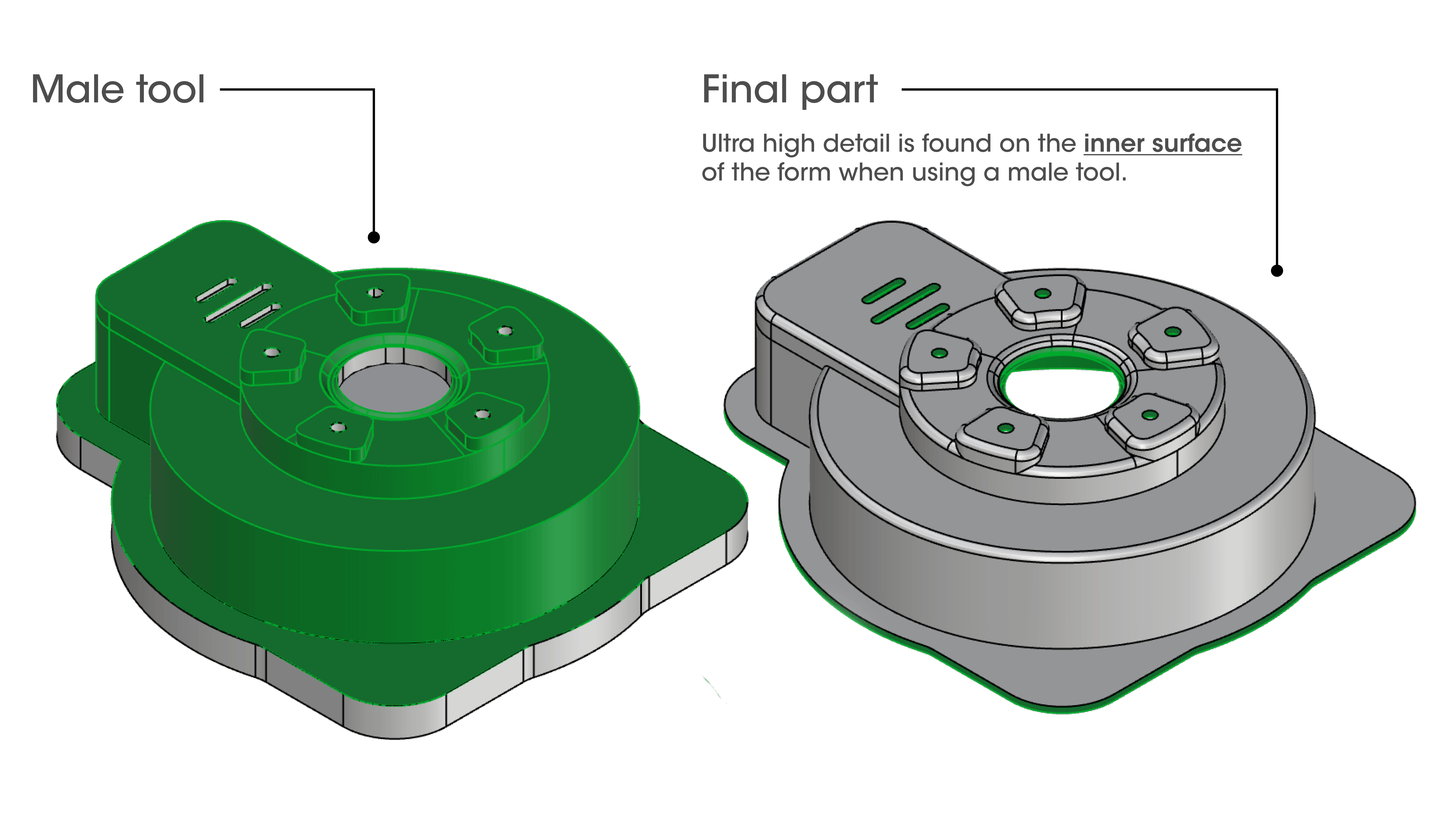
(Above) Part formed using a male tool: Green shading indicates surfaces that are in contact during the forming process, and where the ultra high detail is picked up.
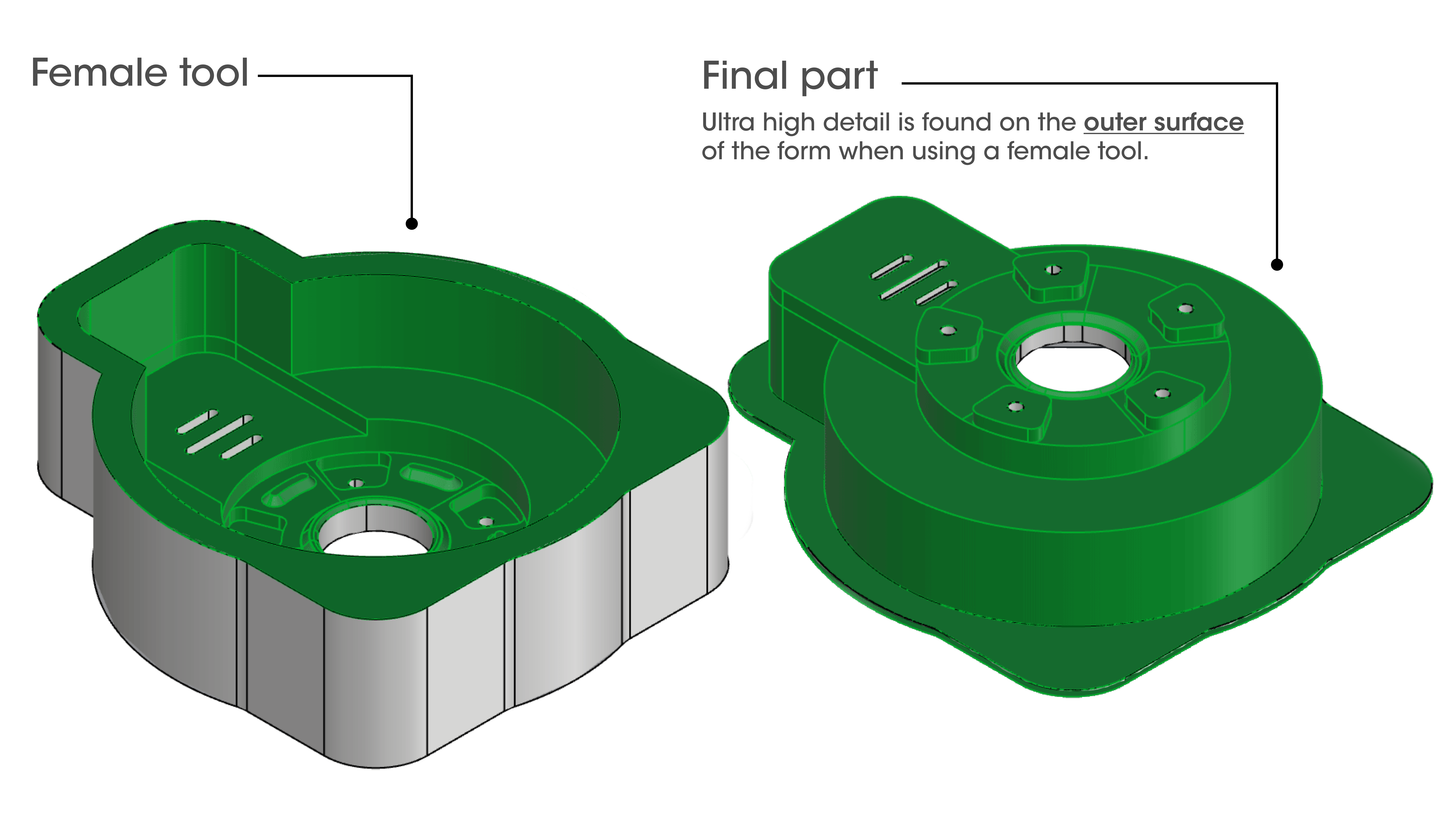
(Above) Part formed using a female tool: Green shading indicates surfaces that are in contact during the forming process, and where the ultra high detail is picked up.
Steps
Technologies such as 3D printing or CNC milling are suitable for manufacturing tools with draft angles. However, draft angles are not possible when using manufacturing methods such as laser cutting. In these cases, you can add “steps” consisting of an inclined plane with multiple small steps, rather than a single, large vertical wall. This method also works when layering card, or plywood.

Cavity depth
A plastic sheet’s surface area will increase when it is formed into a three-dimensional shape, causing the material to stretch and reduce in thickness. Tools with different shapes and features, have different sheet thinning ratios. For example, if a tool doubles a plastic sheet’s surface area, its average thickness will decrease by half. It is also important to note that a part’s final thickness is typically inconsistent – meaning some areas will be thicker than others.
The sheet thinning ratio is crucial to consider if your tool has a cavity. In these cases, be sure that the cavity’s depth is no more than two-thirds of the width of its surface opening. Any larger and the risk of a final part made with material that is too thin dramatically increases.
 Secondary draw
Secondary draw
As material stretches downward, lower areas tend to be the thinnest.
Tool features
Placing multiple design features on a tool, too close to each other can lead to webbing during the thermoforming process. To avoid that, consider leaving a gap greater than the height of the tallest tool or design feature.
This rule applies mostly to male molds, where webbing negatively affects the final part. However, it has a lower impact on female tools, as the webbing won’t affect the final part, which is on the inside. In the image below you can see a formed part that presents some webbing on the left side, but it doesn’t affect the final part that’s on the inside.

Stiffening features
Different shapes and features can improve the strength, both of the tool and the final part.
.jpg?width=688&height=387&name=strength-shape-(3).jpg)

Designing for shrinkage
Cooling can cause edges to release, but it can also cause internal parts to become locked. To avoid this, consider adding draft angles to design features that are likely to get trapped during the cooldown process.
 Surface texture
Surface texture
Thermoformed parts can replicate a tool’s surface texture even if that texture is not visible to the eye, so you should keep this in mind while designing. If you’re attempting to create a part with a smooth surface, you may need to post-process the tool before using it.
 Surface texture generated when using an SLA 3D printed template.
Surface texture generated when using an SLA 3D printed template.
The amount of post-processing needed will differ depending on the technology used to create the tool. For example, with FDM 3D printing, you will typically notice more layer lines than with a tool created with SLA 3D printing.
The Mayku Multiplier can replicate detail resolution as small as one micron. This means that you may need to lightly sand your tool in order to achieve a smooth surface on your final part, even if the tool was created with SLA 3D printing.

Surface texture generated when using an FDM 3D printed template
Textureless base = paper base
If you require the surface of the sheet material that makes contact with the Multiplier bed to be textureless (no dimples), you can use a standard piece of paper to create a barrier between the sheet material and the bed. This will ensure a flat surface without dimples.

Choosing the right technology to make a tool
While following thermoforming’s design principles is essential to success, choosing the right tool manufacturing method is also crucial. For this, you can read our article on technologies to create tools. It will better enable you to find the tool manufacturing method that best fits your needs.